Stator Temperature Sensors with wide Hazardous Area Certifications
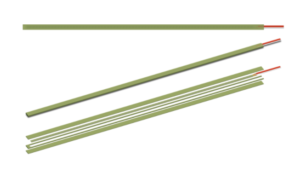
Minco’s S1 stator temperature sensors have broken barriers with their wide range of hazardous area certifications.
Minco’s S1 stator temperature sensors have broken barriers with their wide range of hazardous area certifications.
As with most difficult questions, it depends. Fortunately, Minco has you covered in either case with a wide range of sensor options including RTDs, thermocouples, thermistors, and digital IC sensors.

Temperature measurement in applications as low as -120°F presents challenges on multiple fronts. With Minco’s extensive experience using our wire-wound platinum RTD (resistance temperature detector) technology, paired with 4-20mA transmitters for simple and reliable signal transmittal, the following challenges of low temperature measurement can be overcome.

When used in hazardous locations, equipment must incorporate certified temperature sensors which are tested and approved to operate safely within, and not introduce an ignition source into, hazardous environments. The challenge in specifying certified sensors is the wide range of certifications needed for different world areas.

Certification requirements for Russia can be confusing to the uninitiated. Fortunately, Minco has the necessary experience and certifications to understand and provide TR CU certification (EAC mark), Metrology (= Pattern Approval) certification, Technical Passports and Poverka part verification certificates.
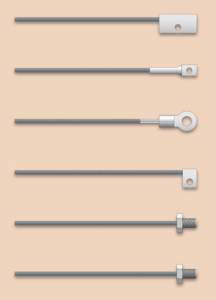
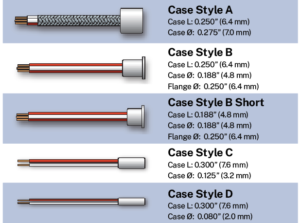
Bolt-on temperature sensors are designed for easy installation in industrial and commercial environments. The sensors can be mounted on machines, against process pipes, or embedded directly into a machined part.
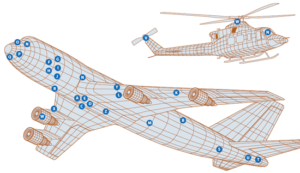
Minco has supplied temperature sensors for aerospace applications for over 50 years. During this long history, the ultra-high reliability needs of the aerospace market have become engrained in our methods and processes.
Minco’s new line of miniature bearing embedment temperature sensors are tri-certified to increased safety and intrinsically safe requirements for IECEx, ATEX and North America (CSA USA and CSA Canada). This allows users to have world-wide certification acceptance and to cover multiple certification requirements with one sensor product.
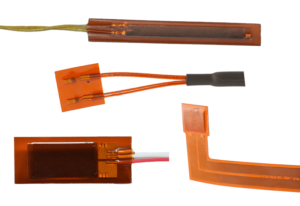
Traditional etched-foil heaters require sensors to ensure the heater reaches its setpoint, and require a controller to manage the heater and maintain a fixed wattage. SmartHeat allows customers to skip this hardware because the patented polymer-based heater’s resistance is dynamic and increases with the temperature of the heater, automatically throttling power as it approaches the setpoint.
In today’s competitive markets, manufacturers are always looking for ways to cut costs, slash time to market, and improve product performance. But while component buyers are price sensitive, they also look at measures like total cost of ownership, reliability, performance, and customization.
