
From Earth Orbit to Interstellar Space: Reflecting on Minco’s Space Heritage
As the pace of innovation in the space industry continues to accelerate, it’s worth taking a moment to reflect on the foundation that makes today’s
As the pace of innovation in the space industry continues to accelerate, it’s worth taking a moment to reflect on the foundation that makes today’s

In the highly regulated medical device industry, performance, reliability, and patient safety depend on more than high-quality individual components. True innovation comes from integrating critical
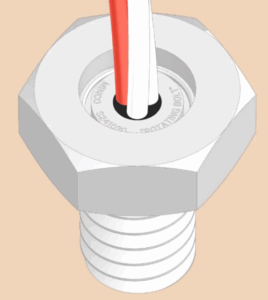
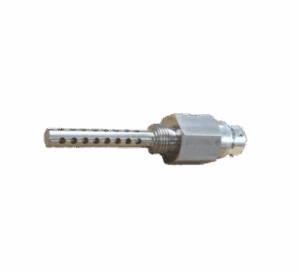
When precision and reliability matter most, engineers turn to Minco. Our new rotating bolt temperature sensor redefines bolt-on RTD design by solving one of the

In aerospace engineering, thermal management is always a balancing act—designing systems that maintain precise temperature control while keeping the architecture as simple, reliable, and efficient
When it comes to industrial temperature measurement, RTD temperature sensors (Resistance Temperature Detectors) are a go-to choice for engineers and designers seeking accuracy, stability, and

For nearly 50 years, Minco has been at the forefront of thermal innovation, delivering solutions that define reliability and precision in space exploration. With a proven track

Minco’s Glass-on-Ceramic Wire-Wound RTD Elements offer unparalleled performance for a variety of demanding applications – now available with shorter lead times! Here’s why Glass-on-Ceramic is

Aviation is one of the most demanding environments for technology. Aircraft components must perform reliably under extreme conditions, from the high, icy altitudes of flight

In our ongoing commitment to advancing temperature sensing technology, Minco is proud to introduce four new Thermal Tabs to our existing product offering. These new
Of all the environmental parameters, temperature is the most commonly measured. But choosing the right type of temperature sensor for your application isn’t as simple
